



彫刻用銘板材料 Q&A よくあるご質問
Q&A一覧
- Q1:アクリル板(メタクリル樹脂)のサイズ変化について教えてください。
- Q2:適正な保管の仕方を教えてください。
- Q3:切断にはどういった刃物を使用すれば良いですか?
- Q4:カンナ(プレーナー)について教えてください。
- Q5:バフについて教えてください。
- Q6:穴あけについて教えてください。
- Q7:彫刻についての注意点はありますか?
- Q8:材料が欠けたり、墨入れをするとクラックが入る原因は何ですか?
- Q9:墨入れや拭き取りについての注意点を教えてください。
- Q10:キャスト板と押出板はどちらが接着に向いていますか?
- Q11:黄吹や黒吹などは、白吹と同じ様に取り扱えば良いですか?
- Q12:「PLUS PLATE(プラスプレート)」への印刷対応について教えてください。
- Q13:「しろふき」や「PLUS PLATE(プラスプレート)」は、レーザー加工出来ますか?
- Q14:アクリル板の違いについて教えてください。
- Q15:取扱い材料にはどんなものがありますか?
Q&A内容
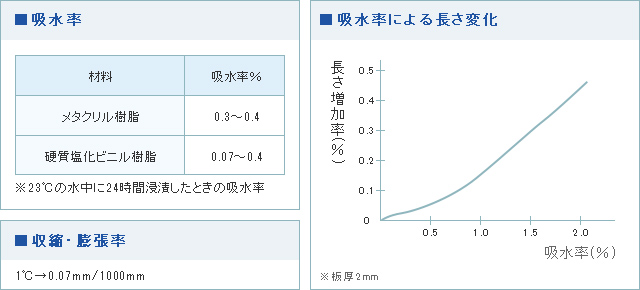
Q1:アクリル板(メタクリル樹脂)のサイズ変化について教えてください。
| A | メタクリル樹脂の特性上、温度湿度によるサイズ変化が発生致します。 |
|---|
Q2:適正な保管の仕方を教えてください。
| A | 一般的にアクリル板は温度変化や吸湿等によって反りが発生します。 |
|---|
■製品保管例

- ・直射日光の当たらない、風通しの良い所へ保管してください。
- ・加湿器、ストーブ等、高音・多湿の場所での保管を避けてください。
- ・平坦な場所に平積みし、上から重石を載せてください。
- ・定尺板梱包バンドは入荷後速やかに外してください。
- ・開梱後は湿気を含まない様にビニールシート等で包んで保管してください。
(乾燥剤を入れて頂く等をすれば一層の効果がございます。)
Q3:切断にはどういった刃物を使用すれば良いですか?
| A | ①超硬のチップソー(丸鋸)の切れをよく確認して下さい。 |
|---|
■チップソーには、下記のものが適しています。
| ●刃径 | 250~300Φ |
|---|---|
| ●刃数 | 100前後(刃欠けのないもの) |
| ●刃厚 | 2~3mm |
| ●すくい角 | 10~20°チップソーの位置が高すぎたり、低すぎたりすると切断欠けが発生しやすくなります。 また、送り速度が早すぎる場合も切断欠けの原因になりますので、ご注意下さい。 |
Q4:カンナ(プレーナー)について教えてください。
| A | ①カンナ刃をよく研磨して使用して下さい。 |
|---|
Q5:バフについて教えてください。
| A | ①ネル+白綿等のバフ布に研磨剤を適量つけて下さい。 |
|---|

Q6:穴あけについて教えてください。
| A | ①穴開けのドリルの切れをよく確認して下さい。 |
|---|
危険な場合があります。
ドリルの画像をご参考下さい。

Q7:彫刻についての注意点はありますか?
| A | ①彫刻用カッターの切れをよく確認して下さい。 |
|---|
刃先の悪い例をご覧下さい。
■刃先の摩耗状態の悪い例

- a)底刃、側刃とも 約0.5~0.7mm枠内で色が変わっている。
- b)切れなくなっていると思われる部分のみ色が変わって写っている。(丸みを帯びている)
- a~d)変色している。刃が減って劣化している状態がわかる。
Q8:材料が欠けたり、墨入れをするとクラックが入る原因は何ですか?
| A | ③材料や材料固定具の切り粉等はキレイに除去してから、しっかりと固定して下さい。 |
|---|
過度な送り速度や回転で彫刻をしますとヤケが生じたり切断熱の応力が残り、墨入れ時にクラックが発生する場合がありますので、絶対に避けて下さい。
Q9:墨入れや拭き取りについての注意点を教えてください。
| A | ①彫刻直後は材料に熱応力が残留しており、クラックの大きな原因となりますので、 |
|---|
■「しろふき」の色入れには下記メーカー製品のご使用が適しています。
●黒ラッカー:ロックペイント 030-0234
●赤ラッカー:ロックペイント 030-0210
●白ラッカー:ロックペイント 030-0203
●シンナー :ロックペイント 016-0123
水溶性塗料をご使用になれば、
墨入れをしてもクラックは発生しません。
Q10:キャスト板と押出板はどちらが接着に向いていますか?
| A | 接着加工には、キャスト板よりも押出板の方が適しています。 |
|---|
Q11:黄吹や黒吹などは、白吹と同じ様に取り扱えば良いですか?
| A | ①白、黒塗装の「しろふき」製品と同等の条件ではクラック等の原因になる場合がございます。 |
|---|
顔料を増やすことで鉛による発色促進を補っている為、彫刻、色入れ、拭き取りの際は、注意事項を必ずお守り頂き、作業を行って下さい。
Q12:「PLUS PLATE(プラスプレート)」への印刷対応について教えてください。
| A | 「PLUS PLATE(プラスプレート)」は、彫刻加工に加え、様々な用途に応じて印刷加工も可能です。 |
|---|
■「PLUS PLATE(プラスプレート)」への印刷には下記メーカー製品のご使用が適しています。
強光沢で鮮明な発色をする厚膜型
低温硬化性の二液反応型
ウレタン系の高性能二液反応型
Q13:「しろふき」や「PLUS PLATE(プラスプレート)」は、レーザー加工出来ますか?
| A | 「しろふき」や「PLUS PLATE(プラスプレート)」は、通常のアクリル板と同様に、印刷やレーザー加工機による切断や文字彫刻が可能です。レーザー加工機の調整は、弊社製品サンプル等で事前にお試し下さい。 |
|---|
Q14:アクリル板の違いについて教えてください。
| A | ●アクリル板~セルキャスト製法と押出製法〜の違いについて |
|---|

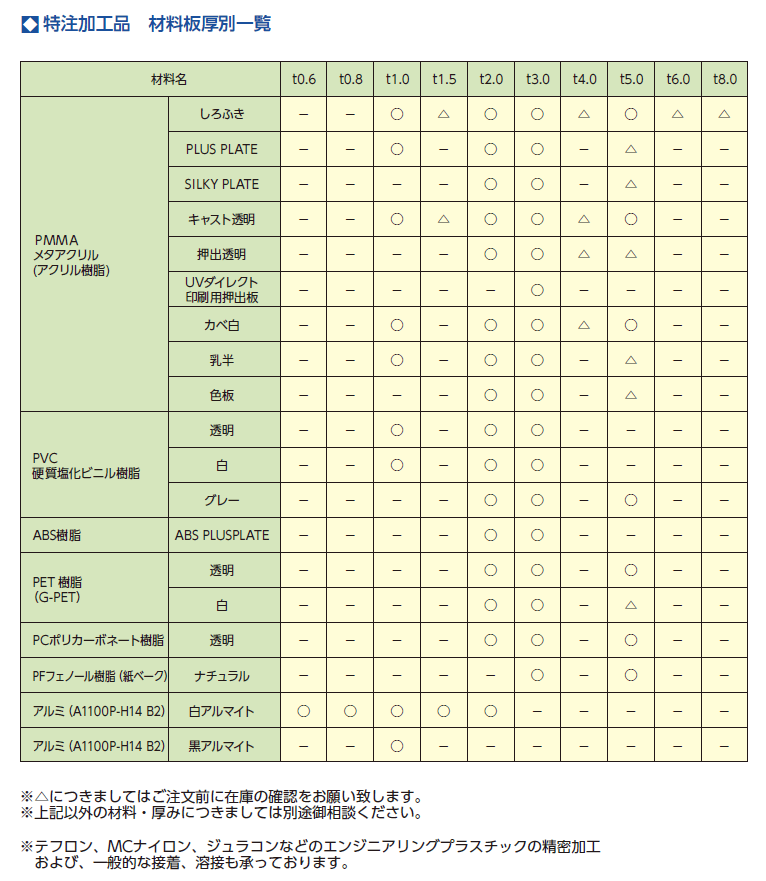
Q15:取扱い材料にはどんなものがありますか?



-
本社(大阪)

〒570-0005
大阪府守口市八雲中町2-10-17
TEL:06-6909-6451
FAX:06-6909-6455
アクセスマップを見る -
東京営業所

〒110-0016
東京都台東区台東1-1-16
アーク秋葉原ビル5F
TEL:03-3837-3871
FAX:03-3837-3872
アクセスマップを見る -
鳥取工場(鳥取)

〒682-0142
鳥取県東伯郡三朝町神倉927
TEL:0858-43-3031
FAX:0858-43-2027
アクセスマップを見る -
三朝工場(鳥取)

〒682-0146
鳥取県東伯郡三朝町高橋174
TEL:0858-43-5755
FAX:0858-43-5750
アクセスマップを見る




